We were contacted by an offshore oil and gas pipeline fabrication company to assist with purging manual tie-in welds on 1Km spools of duplex and Inconel pipes. The welding specification stated:
• internal back purge had to be maintained for the root, as well as the hot pass
• level had to be less than 50ppm
Previously, the client was using an internal purge dam with an external purge O2 monitor. However, an open root gap made testing the O2 content ineffective. Due to this, they were unable to monitor and verify the O2 levels as specified in the welding specification when closing the root pass and welding the hot pass. Even with an initial flow rate of 40 LPM, the preliminary purge took considerable time since it was supplied from the open end of the pipe over 1Km.
Designing Solutions
By designing and supplying a wireless remote-operated purge system, TVC provided a solution to the client’s problems. First of its kind in the field, this system included:
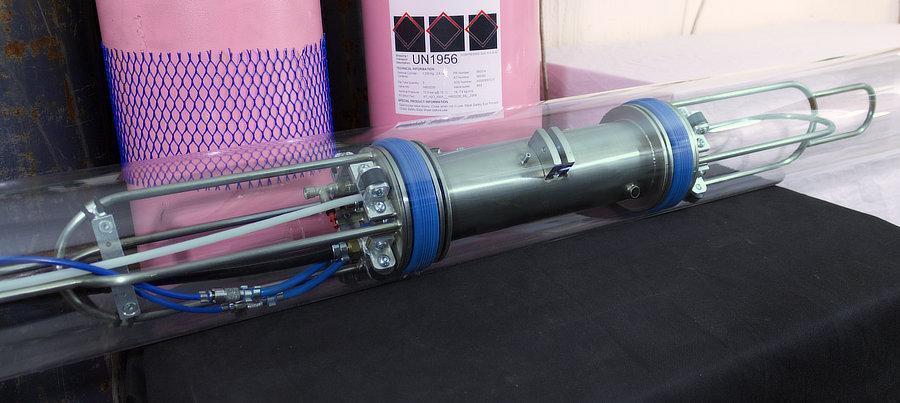
- remotely controlled, battery-powered internal stainless steel purge dam with silicon high-temperature inflatable bladders
- zirconia high-resolution Oxygen sensor
- 3-stage automatic purge gas flow control
- an onboard Argon purge gas reservoir
Purging Manual Tie-In Welds: How the System Operates
The system operates as follows:
- A stainless steel draw wire is deployed through the 1Km spool. Two spool pipes are lined up and the purge dam and gas reservoir are positioned inside the open pipe. The purge dam and reservoir attach to the stainless steel draw wire at the tie-in weld location. Using an external clamp, the two pipes are aligned for manual 5G welding. A Wi-Fi repeater module is placed at the open end of the 1Km spool.
- Using a hand-held remote control, the Welding Inspector or operator starts the purging process once the pipes are ready to weld. Through the Wi-Fi repeater, a wireless signal is transmitted from the external welding position to the internal purge dam. The total transmission length of the signal is 2 Km.
- Upon starting, the silicon bladders are inflated with purge gas from the gas reservoir. A pressure sensor fitted to each bladder detects when they are fully inflated. To ensure a constant seal, the system continuously monitors bladder pressure, automatically topping them up if the pressure starts to drop. Once fully inflated, a bypass valve is opened, and the purge gas flow will flow at the high flow level. Pre-set flow levels range from 5 to 50 LPM, purging the internal area between the bladders.


Purging Manual Tie-In Welds: Flow Limit Control
The system has two pre-programmed limits to control the gas flow. When above the High limit, the purge gas flow is at the highest flow rate (adjustable from 5 to 80 LPM) to enable rapid purging. An audio/visual traffic light alarm system can be used externally with the 3-stage automatic gas flow control to show the system status. When the O2 level is above the High limit, the traffic light is red. The traffic light will turn yellow when the O2 level drops below the pre-programmed High limit. The purge flow will automatically drop to the pre-welding flow rate, typically about 20 LPM.
As soon as the O2 level drops below the Low limit, usually 50ppm, the flow will be automatically reduced to a low level so welding can begin. The traffic light will turn green, indicating that it is safe to start welding. To ensure that the purge level has completely stabilised below the welding level, a dwell time can also be pre-programmed when changing between limit states.
A green light indicates that welding can begin, but during welding, the O2 level is continuously monitored and logged. The external traffic light alarm will sound if the O2 level approaches the low limit and warn the welder to stop welding immediately. After the system increases the purge gas flow to control the O2 level when the O2 level drops again below the low limit the green traffic light will illuminate again, indicating that the welder can restart.
Root Pass Purge Flow Reduction Solutions
When the root pass is nearing completion, the purge flow needs to be reduced to allow the closeout of the root weld. A solution for this has been built into the system – when a button is pressed on the remote control unit the internal purge gas flow is reduced to a pre-set extra low flow which is suitable for the closeout of the root weld to take place.
During the hot pass and any subsequent fill passes, the purge flow and O2 monitoring can continue. Purging can be stopped remotely and the bladders deflated once no longer required. When the bladders have been deflated, the purge dam rests on stainless steel wheels and can be removed from the pipe using a winch system that is connected to a stainless steel draw wire.
Onboard Data Logging
As the system has onboard data logging, the whole purging process, including O2 levels and flow rates, can be recorded.
With our technology, our client no longer has to deal with purging issues and it can be used both onshore and offshore in pipeline fabrication. If you have an application that could benefit from this technology, please contact us to discuss your requirements.